



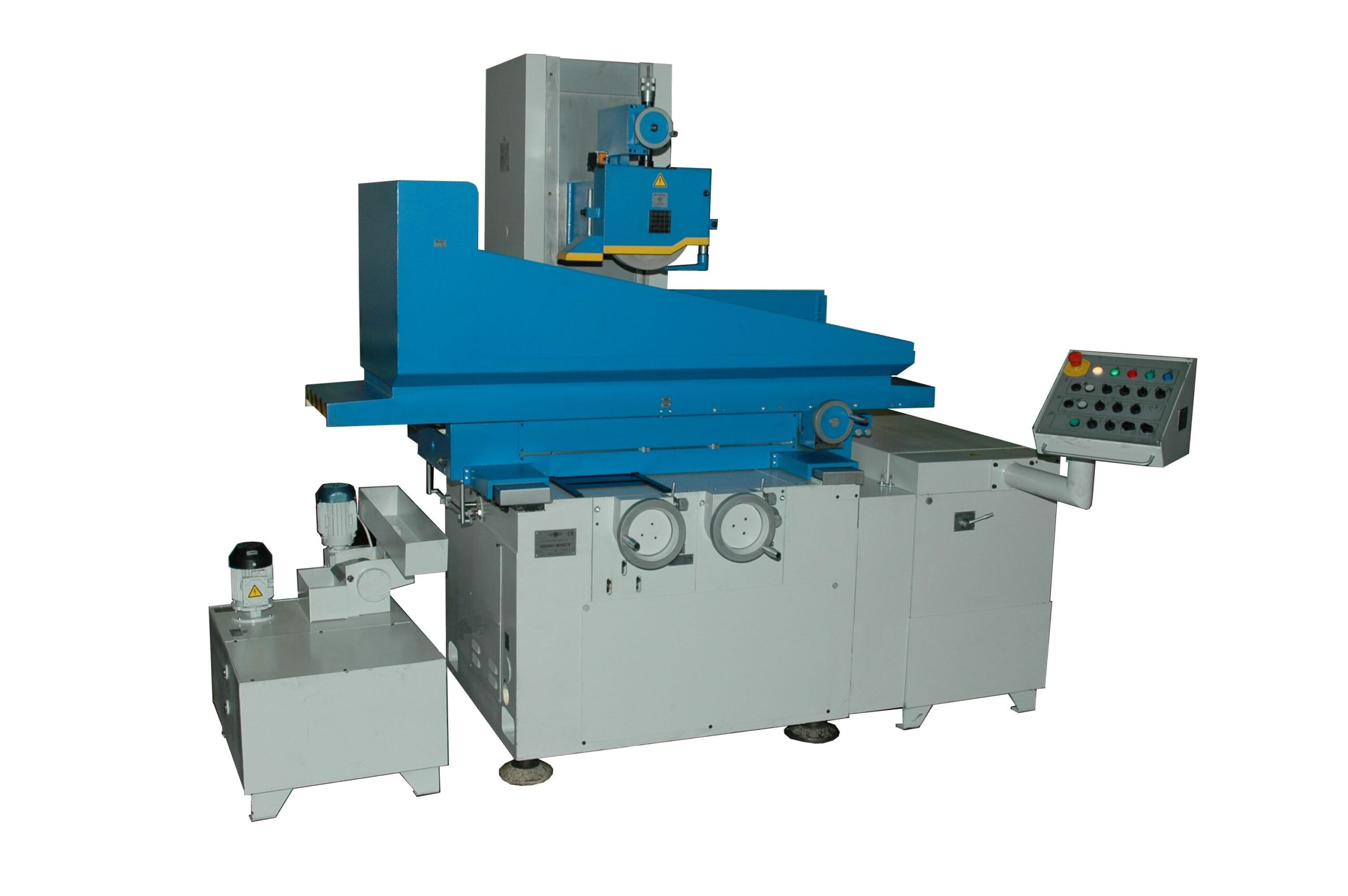




Оборудование предназначено для финишного шлифования плоских поверхностей и торцов заготовок из черных и цветных металлов. Конструкция на основе литых чугунных компонентов обеспечивает высокую жесткость и виброустойчивость. Высокая точность позиционирования достигается за счет шарико-винтовых пар и роликовых направляющих качения. Станки предлагаются в исполнениях с ручным управлением (с УЦИ и без), а также с управлением от ПЛК. Все основные движения автоматизированы. Оборудование эффективно в условиях единичного, серийного и массового производства. Доступен широкий спектр опций для расширения функционала.
Профессиональные плоскошлифовальные станки для высокоточной обработки

